事例紹介
超硬ラフィングエンドミル エッジホーニング
AO処理
目的
エッジを最適化し、耐久UPを目指す
| 使用工具 | 超硬ラフィングエンドミルΦ22×R3 |
|---|---|
| 被削材 | S15C |
| 切削油材 | 水溶性切削油 |
| 使用機械 | 複合旋盤 |
| 処理内容 | エッジホーニング |
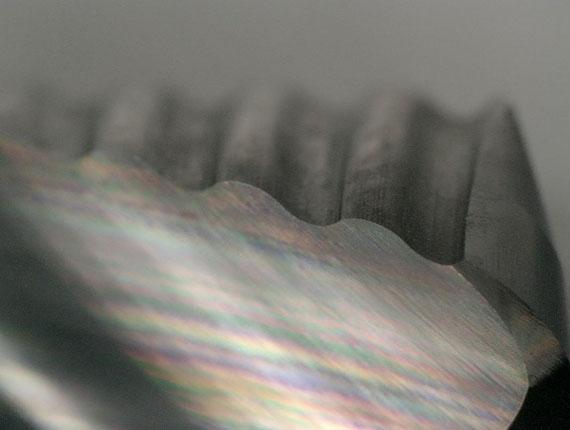
AO処理前
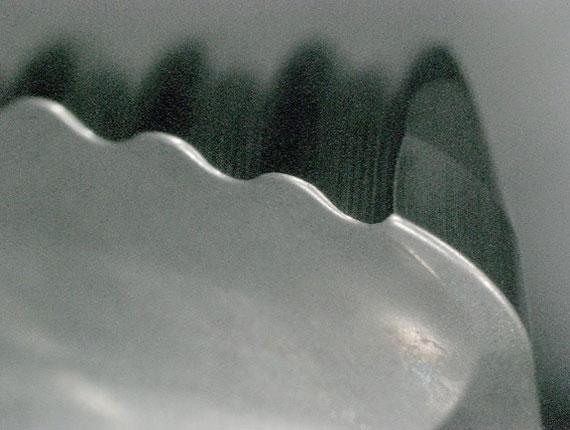
AO処理後
効果
400ワーク程度で欠けが発生していたがAO処理後MAX800ワークまで加工可能になった。
安全をみて定数は700ワークと設定しているが、当初の耐久より175%という結果になった。
事業内容
OUR BUSINESS
事例紹介
AO処理
エッジを最適化し、耐久UPを目指す
| 使用工具 | 超硬ラフィングエンドミルΦ22×R3 |
|---|---|
| 被削材 | S15C |
| 切削油材 | 水溶性切削油 |
| 使用機械 | 複合旋盤 |
| 処理内容 | エッジホーニング |
AO処理前
AO処理後
400ワーク程度で欠けが発生していたがAO処理後MAX800ワークまで加工可能になった。
安全をみて定数は700ワークと設定しているが、当初の耐久より175%という結果になった。
事業内容